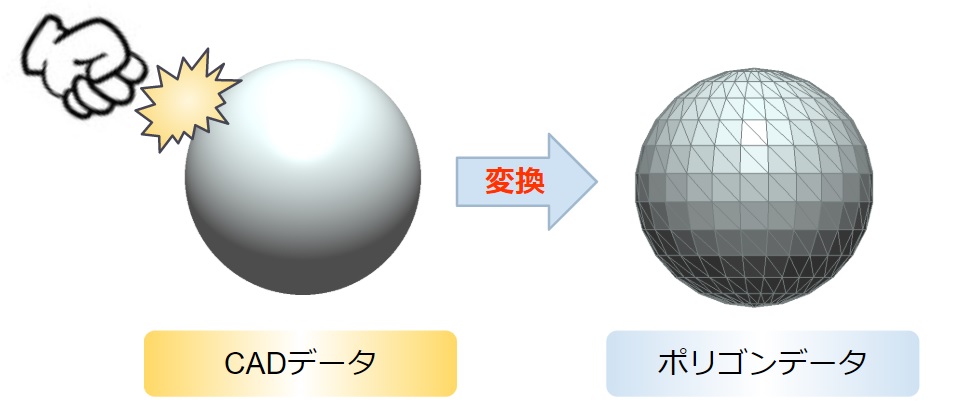

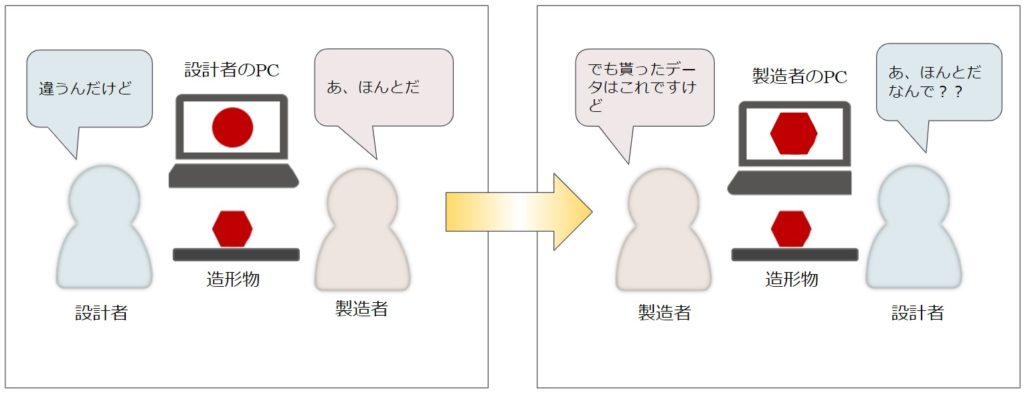
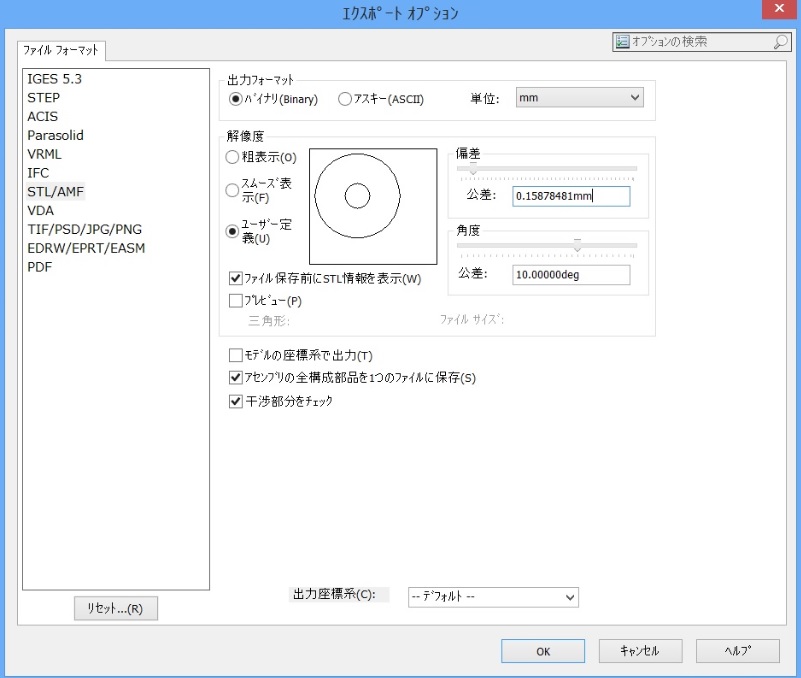
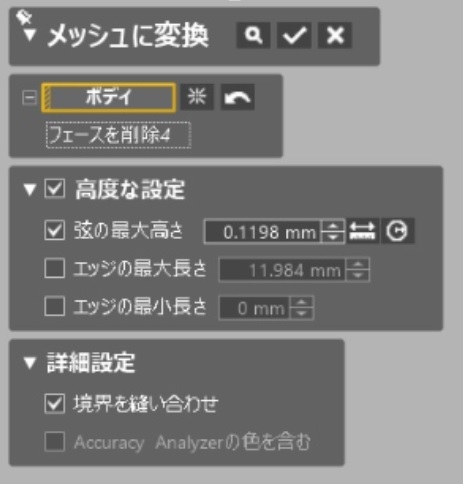
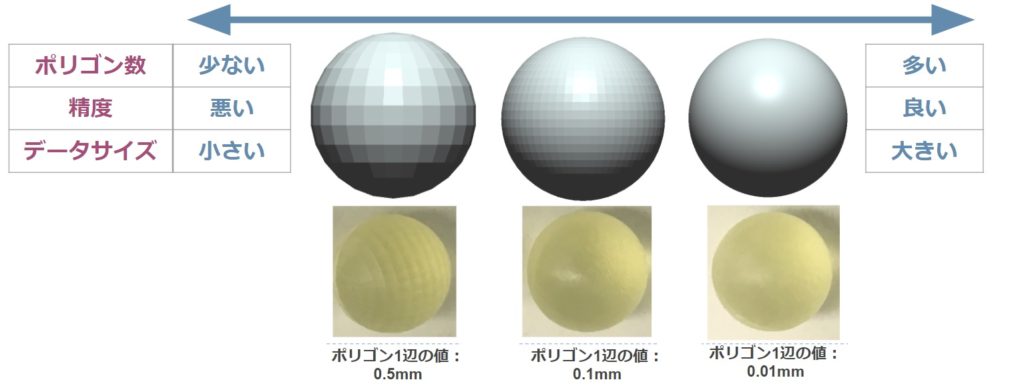





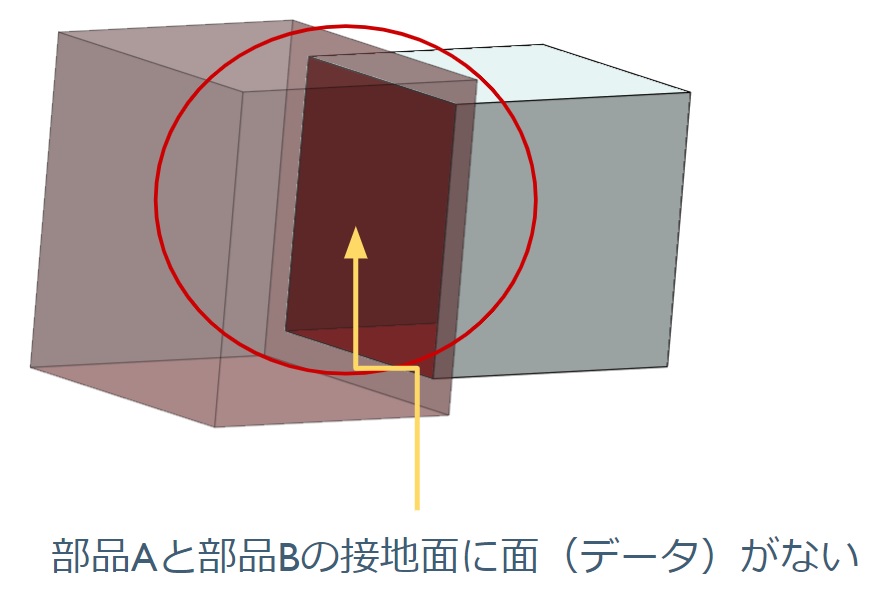

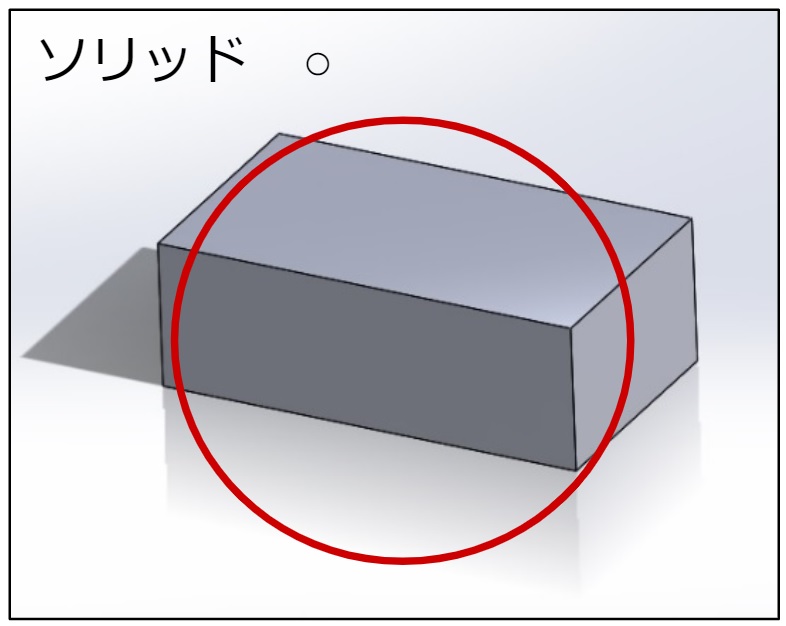
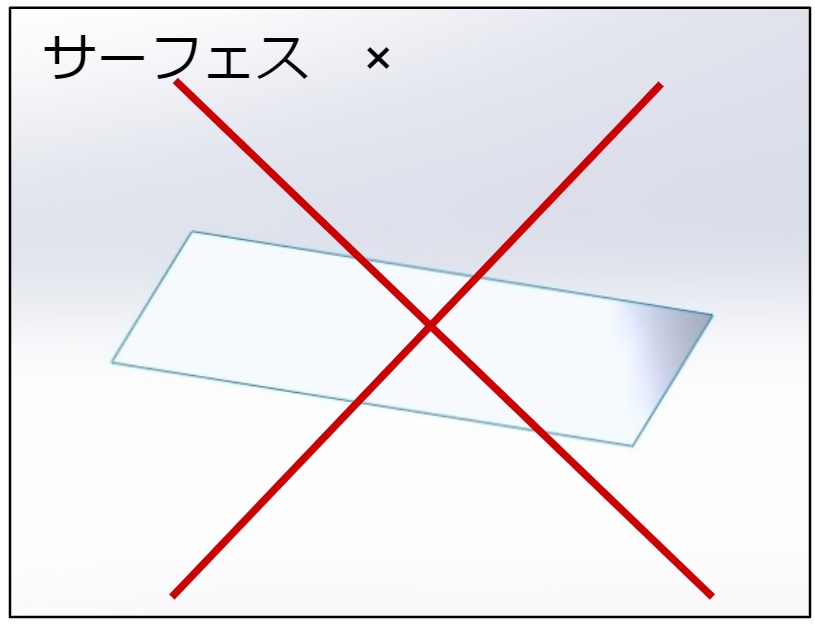
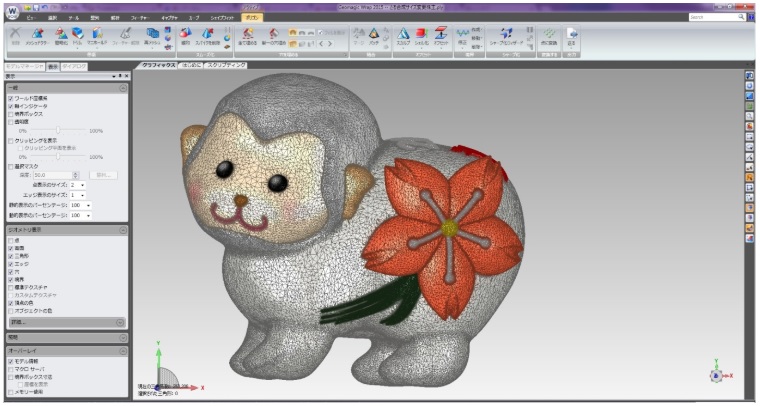

3Dデータについて

2021.01.20

2021.01.20

2020.12.14

2020.08.24

2020.07.21
Copyright © RIS3DDesign